Development of paper cup forming manufacture system for producing various kinds of paper container
Introduction
Recently, demand for paper containers tends to increase, and in order to satisfy these demands, we need to increase the efficiency of production machines, higher quality of paper containers and manufacturing speed.
Now, the manufacturing line of paper containers is composed of side paste process, bottom paste process, finishing process, etc, and in order to produce paper containers of various sizes, all parts of manufacturing line should be replaced with parts that match the size of the paper containers.
We are trying to improve the productivity of paper containers by shortening the exchange time by modularizing and variable of the replacement parts.
Research Territories
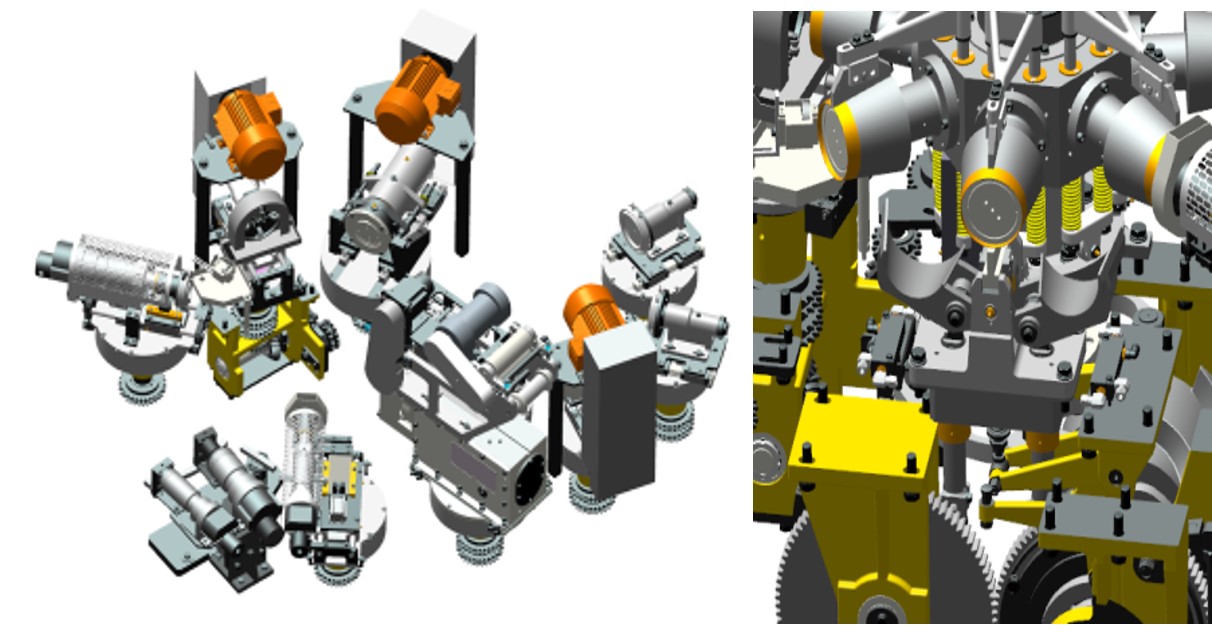
(1) The variable transfer tube for paper container transport
The design of the variable type transfer tube is a rectangular parallelepiped including four guides which can move up and down at right angles to each surface. The four guides of the variable type transfer tube are controlled by two stepping motors which is installed on each surface. The distance between the guides is programmed from 75 mm to 150 mm to match the diameter of the paper cup. The diameter of the variable transfer tube is realigned when the paper cup size is entered for this program. It can be easily and quickly applied to variable diameter. Through the development of the variable type transfer tube, various paper containers can be transported without replacing parts. It can also save time and labor power for replacing parts during the manufacture of paper containers.

(2) Development of Pneumatic Folding Wing for Forming Multi-kind Paper Containers
The folding wing covers the mandrel mold so that the seam clamp can bond the heated part of the side paper. The height, top, and bottom diameter of paper containers change when changing the paper container type. It is impossible to form with conventional folding wings. Therefore, it is essential to make and replace new folding wings when changing paper container type, which causes a problem of paper container productivity deterioration. To solve this problem, this study developed a pneumatic folding wing that can be applied to various types of paper containers by using pneumatic pressure. The pneumatic folding wing is adaptable to multi-type paper containers by regulating the air pressure. For the design of the pneumatic folding wing, we considered the forming conditions, head loss, pneumatic allowable range, etc. Based on the calculation result of the allowable range of pneumatic pressure, the stepwise variable range was adjusted as 75m-100mm for the first stage, 100mm-125mm for the second stage, and 125mm-150mm for the third stage. Finally, the field test is exploited to demonstrate the feasibility and effectiveness of field application.
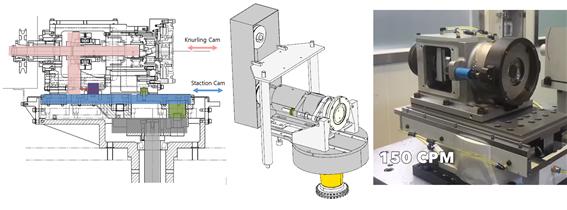
(3) Development of Apparatus for Botton Part of Paper Container Using Solenoid
Two-step movement is required to mold the bottom of paper container. First, the staction cam performs a uniaxial motion. Secondarily, the knurling cam compresses the bottom of the paper container simultaneously with the uniaxial movement. When using two types of cam, a load is applied to the shaft by installing an internal spring to prevent breakage of the cam, and power is also lost. When changing the paper container type, it is necessary to newly manufacture and replace the molds. Accordingly, the second movement is designed to be driven separately from the shaft in order to minimize the load on the shaft and to reduce the manufacturing cost of the cam. The solenoid was used to reciprocate the bottom of the paper container forming device to separate it from the shaft. By replacing the spring, roller, and cam mechanism with a solenoid, we can reduce the weight of the entire machine, minimize the load on the drive shaft, and reduce the cam manufacturing cost. In this study, we confirm whether the solenoid maintains the compressive strength of the existing device, the crimp performance evaluation was carried out and the crimping force of 71.4 kgf was confirmed.
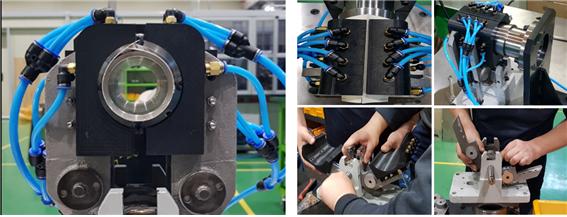
(4) A Study on the Tolerance of Composite Seam Clamp for Paper Container Forming Process
Precise installation of a seam clamp is crucial as failure to do so will lead to defects, compromising the quality of paper containers. Even experts spend 90-120 minutes, which comprises 4.7 percent -6.25 percent of the replacement and adjustment process on a paper container manufacturing machine. To overcome an undesirable replacement procedure, a composite seam clamp was devised. The objective of this paper is to enhance the quality of a seam of a paper container and reduce time replacing seam clamps. The composite seam clamp was designed based on the Guerin process. Silicon rubber, which can be used in the temperature range of the paper container manufacturing process (110-130oC), was selected. To validate performance of the steel and composite seam clamp, 13 error situations resulted from translation and rotating misalignment of seam clamps were set and simulated. Through FEM (Finite Element Method) simulation, this paper confirms that the composite seam clamp shows higher transmission of clamping pressure compared to steel seam clamps in error situations. The feasibility of the composite seam clamp was validated in reducing replacement time of seam clamps through on-site tests.